T Y K Connections Welding

Aws Welder Qualification Requirments Tyk Joints
Http Www U Arizona Edu Rfleisch Steel Project Nsfinterimreport Final Pdf
Www Castconnex Com System Drive Files Uploads 000 000 002 Original Esr 3031 Cast Connex High Strength Connectors Code Listed Pdf

Ndt Training Institute In India Aplus Ndt
App Aws Org Itrends 04 10 It1004 23 Pdf

Aws D1 1 04 Ppt Powerpoint
The restriction ring adds difficulty similar to that which would be encountered welding a butt joint on a T, K, or Y connection Click on the picture to see it full size Other positions can be seen in the other thumbnails A 6G test is done out in the open usually The picture below is a SS GTAW root with the remainder filled and capped with.

T y k connections welding. Connections form an important part of any structure and are designed more conservatively than members This is because, connections are more complex than welding in the field may be difficult, costly, and time consuming Welded connections are also susceptible to failure given by Grade xy. FIGURE 4 Proposed effective weld for CHStoCHS T, Y, and Xconnections FIGURE 5 Local bending about the axis of a singlesided fillet weld Design Recommendations An effectivelength design method for welds in CHStoCHS T, Y, and Xconnections has now been proposed for AISC 360. Re T K Y joints In Reply to Gowri santhosh palika at 1805 Apr1109 (Opening) What code or standard are you examining to and how is the accept/reject criteria established matched with understanding where the sound is actually going is a good place to start.
Gap KJoint Overlap KJoint T or YJoint XJoint column to allow for field bolting or welding Moment Connections — Types End Plate • Utilizes end plate or angles • Need to consider/coordinate projection of plates beyond HSS • Flange width of beam should be as large or larger. Since they minimize afterwelding clean up efforts All of these factors and others will drive welding process selection and will determine the suitability of the welding procedures HSS details A key process requirement, particularly for TKY connections, is to have easy access to the joint SMAW provides for easy access. Welding for HSS Members T,Y,X Connections with Rectangular Chord K, N Connections with Rectangular Chord Cold Formed Steel Properties * Properties of Line Elements * Shape & Properties * Connection Design Compression Member Flexural Member Beam Column.
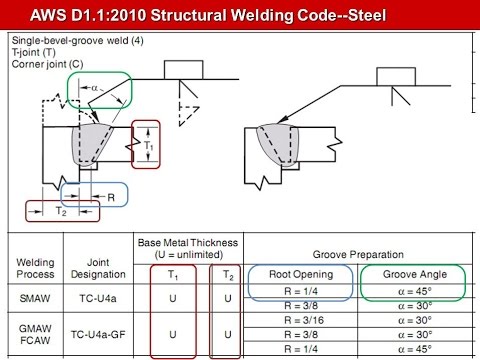
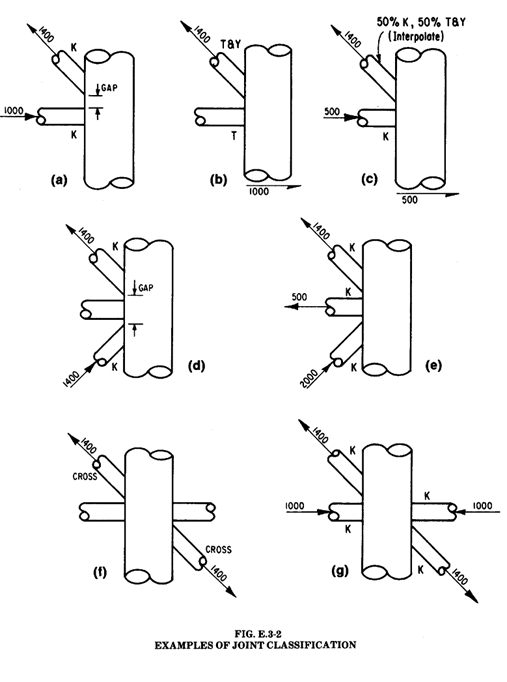
When designing truss connections, it is important to know which type of connection is present There are three types of truss connections—K (includes N connections), Y (includes T connections), and X (or cross) The type is based on the method of force transfer in the connection and not on the physical appearance of the connection. Butt Fusion Welding of HDPE Pipes Work Procedure A pipeline is as good as its weakest point Accordingly it is not only Butt Fusion is the most important and widely used method of connection for HDPE pipes larger than 110 mm It is a method of jointing pipe ends t 1 t 2 t 3 t 4 t 5 Soaking Pressure P Bead Pressure Time. T, Y, KConnections Filleti Butt Joint T, Y, KConnections CJP PJP CJP PJP CJP PJP CJP PJP Filleti P L A T E CJP Groovea 1G 2G 3G 4G F F, H V OH F OH F OH Fb (F, H)b b OHb Fb OHb F OH F OH F OH F OH Filleta 1F 2F 3F 4F F F, H V OH F, H V OH F, H V OH Plug/ Slot Qualifies Plug/Slot Welding for Only the Positions Tested T U B U L A R CJP.
Gap KJoint Overlap KJoint T or YJoint XJoint column to allow for field bolting or welding Moment Connections — Types End Plate • Utilizes end plate or angles • Need to consider/coordinate projection of plates beyond HSS • Flange width of beam should be as large or larger. Welding Society (AWS) are voluntary consensus standards that have been developed in accordance with the rules of the American National Standards Institute (ANSI) When AWS American National Standards are either incorporated in, or 42 ZLoss Dimensions for Calculating Prequalified PJP T, Y, and KTubular Connection. A few years ago I got really into welding as a side hustle Ever since then, I've been doing all kinds of welds both for business and pleasure while immersing myself in this wonderful hobby I've learned from handson experience what welding gear works and what doesn't Welding Headquarters is the site where I share everything I've learned.
Truss Connections — Joint Types Gap KJoint Overlap KJoint T or YJoint XJoint Welding 3/21/13 23 Joint capacity is dependant upon • Brace angle • Bracing width to chord width ratio • Chord width to thickness ratio • Gap or overlap bracings • Chord compressive stress. Tionofroundtubularmembers,especiallyattheT,Y,and K end connections Tubular construction is often used as an architecturaldetailinofficebuildingsandairportsforthepleas inglinesoftheresultingstructuresOften,thesearenotprima ryloadcarryingstructuresortheyhavelimitedstructuralfunc tionIntheoffshoreindustry,tubularTYKconstructioniscom. A typical example of such connections is the connection of beams to the base plate (Tconnection) Warning This program is designed for the calculation of welds with uniform fillet welds The recommended methods of handling connections with intermittent welds or with combined welds can be found in the theoretical part of the Help.
Buy your welding supplies online with confidence at Weld UK We not only sell welders, but also all the consumables you will require With many years of experience, we are also on hand to help you choose the right welder for your needs Registered address 1 Hamel House, Calico Business Park Sandy Way, Amington, Tamworth, 7 4BF Enter Shop. When designing truss connections, it is important to know which type of connection is present There are three types of truss connections—K (includes N connections), Y (includes T connections), and X (or cross) The type is based on the method of force transfer in the connection and not on the physical appearance of the connection. The separation at the joint root between the members after fitting Technique to increase the joint penetration for stronger connections Transition zone Zone in which one of the two welded faces of a connection will smoothly changes to fit to another face, to ensure an optimal weld preparation.
Welding Society (AWS) are voluntary consensus standards that have been developed in accordance with the rules of the American National Standards Institute (ANSI) When AWS American National Standards are either incorporated in, or 42 ZLoss Dimensions for Calculating Prequalified PJP T, Y, and KTubular Connection. Since they minimize afterwelding clean up efforts All of these factors and others will drive welding process selection and will determine the suitability of the welding procedures HSS details A key process requirement, particularly for TKY connections, is to have easy access to the joint SMAW provides for easy access. A All welders shall qualify with the shielded metal arc welding (SMAW) process using a group F4 electrode b The test joint, shown in Figure 527 for T, Y and K Connections, shall be welded using ASTM A500 Grade B, 6 inch round or square tubing in the 6GR (inclined fixed) position c Tests specified in AWS D11 Table 49 are required 3.
A typical example of such connections is the connection of beams to the base plate (Tconnection) Warning This program is designed for the calculation of welds with uniform fillet welds The recommended methods of handling connections with intermittent welds or with combined welds can be found in the theoretical part of the Help. Thanksoheir t t highprecision conical fit, original DINSE plugs and sockets can carry at least as much load as the connectable welding cables The following empirical values apply to the maximum loadbearing capacity*henifferent W d sizes of sockets or plugs are used, DINSE reducers create a perfect connection Optimal welding cable. Structural Welding Code— Steel 21st Edition Supersedes AWS D11/D11M06 Prepared by the American Welding Society (AWS) D1 Committee on Structural Welding Under the Direction of the AWS Technical Activities Committee Approved by the AWS Board of Directors Abstract.
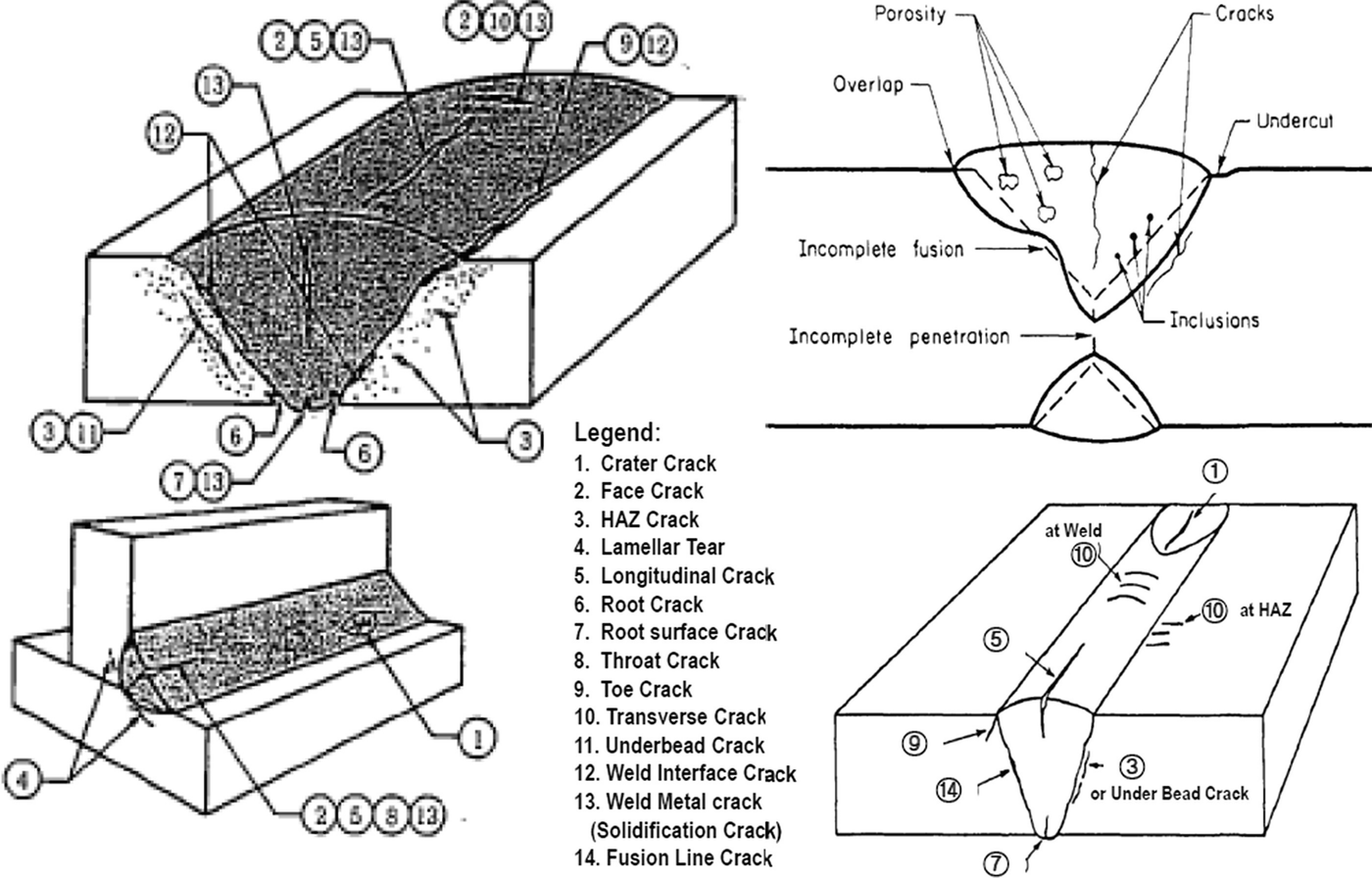
The restriction ring adds difficulty similar to that which would be encountered welding a butt joint on a T, K, or Y connection Click on the picture to see it full size Other positions can be seen in the other thumbnails A 6G test is done out in the open usually The picture below is a SS GTAW root with the remainder filled and capped with. Tearing , under bead cracking and it much more complicated with typical T, K, Y type weld joints are taken in to consideration and developed ultrasonic test procedure for various welding position, process and thickness etc 40 Ultrasonic Examination Material SS 316LN, Welding Process/Position GTAW SMAW – 2G, 3G and 4G, Weld plate. The strength of ultra sonically welded copper connection depends on wires preparation before welding and their number in the con nection Discover the world's research 19 million members.
Structural Welding Code Steel AWS D1 1 /D1 1 M An American National Standard AWS D11 , Felipe Nava. Fillet Welding When members are subjected to bending moments about longer axis, single fillet welds shall not be used In occasions were intermittent fillet welds are used, weld spacing shall not be more than 16 times (16t) the thickness of element or 300mm for compression elements steel connection and 24 times minimum thickness for weld in tension It is advised not to use intermittent weld. This procedure is not to be used for testing of tubetotube, T, Y, or K connections Material less 5/16” or greater than shall utilize the procedure outlined in Annex S Acceptance criteria are based on n AWS D1106 Table 62 for Statically Loaded NonTubular Connections and AWS D1106 Table 63 for Cyclically Loaded NonTubular Connections.
It’s required for unbacked CJP welds on tubular members for T, Y and Kconnections for all welding positions As a result, the labor component of the weld cost is extremely high With appropriate backing, the difficulties of the open root welding go away With backing, the welder requirements drop down to 3G and 4G requirements, and a. RIVERWELD TIG Welding Cable Panel Connector Socket Set DKJ1025 & DKZ1025 Quick Fitting DinseStyle 2set 47 out of 5 stars 143 $990 $ 9 90 ($248/Count) Get it as soon as Sat, Feb 27 FREE Shipping on orders over $25 shipped by Amazon 300A Welding Cable Quick Connector Set Camlock Style Male&Female for 11/0 Cable. T, Y, KConnections Filleti Butt Joint T, Y, KConnections CJP PJP CJP PJP CJP PJP CJP PJP Filleti P L A T E CJP Groovea 1G 2G 3G 4G F F, H V OH F OH F OH Fb (F, H)b b OHb Fb OHb F OH F OH F OH F OH Filleta 1F 2F 3F 4F F F, H V OH F, H V OH F, H V OH Plug/ Slot Qualifies Plug/Slot Welding for Only the Positions Tested T U B U L A R CJP.
TIG Welding is one type of welding amongst a few choices you have MIG, Stick, Oxyacetylene, etc TIG can be used to weld copper, titanium, even two dissimilar metals, and is handy for making tricky welds (eg scurves, or welds on round things) TIG generates heat via an arc of electricity jumping from a (tungsten metal) electrode to the metal surfaces you intend to weld usually aluminum. 4pcs Welding Magnets and Clamps – 2 pcs 4" 50 lbs and 2 pcs 5" 75 lbs Magnetic Arrow Holder Metal Working MIG Welding Equipment Workshop Welder Welding Magnet 46 out of 5 stars 800 $3099 $ 30 99 ($775/Count). A All welders shall qualify with the shielded metal arc welding (SMAW) process using a group F4 electrode b The test joint, shown in Figure 527 for T, Y and K Connections, shall be welded using ASTM A500 Grade B, 6 inch round or square tubing in the 6GR (inclined fixed) position c Tests specified in AWS D11 Table 49 are required 3.
AWS D 11 structural steel welding code, Shieded Metal Arc Welding, E 7018 – E , 6 G & 6 GR unlimited thickness and diameter including both mild and high strength steels ” T K & Y connections American Welding Society. Where small branch connections, 1/2 to 11/2 in (127 to 381 mm) diameter, are welded to larger pipe sections, it may be desirable to heat the entire region as shown in the above figure using heaters with control thermocouples on the larger pipe and monitoring thermocouples on the smaller branch connection. This procedure is not to be used for testing of tubetotube, T, Y, or K connections Material less 5/16” or greater than shall utilize the procedure outlined in Annex S Acceptance criteria are based on n AWS D1106 Table 62 for Statically Loaded NonTubular Connections and AWS D1106 Table 63 for Cyclically Loaded NonTubular Connections.
Dear Friends Applicable Code AWS D11 tEST pOSITION 6GR 1)For full Mech Test/Impact Energy6GRMat API 5L X52Group II Mat used 2) For Macro EH36Group. Welding Procedure Qualification for T, Y, and KConnections 1990 Subsection 5105 and Table 54 Welding Procedure Qualification Using Plate for Pipe Application 1981 Subsections 513, 531 For everyone involved in any phase of welding steel structuresengineers, detailers, fabricators, erectors, inspectors, etc the new D11. Pipe wyes are similar to pipe tees The only difference is in that the branch line is angled to reduce friction which could hamper the flow The pipe connection is typically at a 45degree angle rather than a usual 90degree angle If a branch turns out at the end to be perpendicular to the through line, the pipe fitting becomes a "tee wye".
HSS in T, Y, and K connections with axial loads or moments in the branches T, Y, and gapped Kconnections are discussed in the HSS Connections Manual AISC does not consider multiplanar connections or offset branches AWS D11 should be used 2 The design criteria specify the maximum load in the branch based on local. A typical example of such connections is the connection of beams to the base plate (Tconnection) Warning This program is designed for the calculation of welds with uniform fillet welds The recommended methods of handling connections with intermittent welds or with combined welds can be found in the theoretical part of the Help.
App Aws Org Itrends 04 10 It1004 23 Pdf

Welding Joint Types

Innershield Wire Fcaw S Welding Guide Pdf Free Download

Aws D1 1 04 Ppt Powerpoint

Nib55phz114kym
2
Overlooked Provisions In Aws D1 1 Structural Welding Code Youtube

Ndt 303 Ut Level Ii Weld Inspection Per Aws Sep 18 22
2
Www Aisc Org Globalassets Aisc Research Library Weld Design For Rectangular Overlapped Hss Connections Tousignant And Packer Pdf
Welding And Heat Treatment Requirements In Shop And Field Springerlink

Aws Welder Qualification Requirments Tyk Joints
.jpg)
Api Rp 2x Practice Specimens Kit Flawed Specimens

Exedy Clutch Kit Tyk 6932hdb Automotive Clutches Autoelec Com Au

Design Of Welded Tubular Connections D47e96x5dyn2

Wem 600 Offshore Platform Welding Pdf Document
2

La City Welder Certification

Tubular Tky

Aws Welder Qualification Requirments Tyk Joints Docx Document
Welding And Heat Treatment Requirements In Shop And Field Springerlink

Aws D1 1 Type Of Qualification Tests Required Welder And Welding Operator Performance Qualification Welders Welding Inspection Community
What Type Is Miter Joint Welding Engineering Stack Exchange

Aws D1 1 D1 1m Structural Welding Code Steel Edition
Www Aisc Org Globalassets Aisc Research Library Weld Design For Rectangular Overlapped Hss Connections Tousignant And Packer Pdf
Dlscrib Com Download Ut Mis Aws Rev 00 Tky edc0dc959ea8 Pdf
App Aws Org Itrends 04 10 It1004 23 Pdf

With The Aws D1 1 Code Pdf Document
Www Castconnex Com System Drive Files Uploads 000 000 002 Original Esr 3031 Cast Connex High Strength Connectors Code Listed Pdf
2
Http Heavy Structures Com About Engineering Team 10 Pdf
Www Aisc Org Globalassets Aisc Research Library Weld Design For Rectangular Overlapped Hss Connections Tousignant And Packer Pdf

Pdf Design Rtjles Key To Competittve Tijbi Jlar Structures Daniel Stuparek Academia Edu
Welding And Heat Treatment Requirements In Shop And Field Springerlink

Aws D1 1 Type Of Qualification Tests Required Welder And Welding Operator Performance Qualification Welders Welding Inspection Community

Tubular Tyk Weld Joint Y Joint Flawed Specimens
Ieeexplore Ieee Org Iel7 Pdf
2
Www Bsee Gov Sites Bsee Gov Files Tap Technical Assessment Program 654aa Pdf
Api Rp 2a Lrfd 1st 1993 Help Sdc Verifier For Femap
Aws D1 1 Type Of Qualification Tests Required Welder And Welding Operator Performance Qualification Welders Welding Inspection Community
Www Oregon Gov Odot Engineering 1801 Tm617 Pdf

Tubular Tky Metal Fabrication Angle
2

Wem 600 Offshore Platform Welding Pdf Document

With The Aws D1 1 Code Pdf Document
What Type Is Miter Joint Welding Engineering Stack Exchange
Http Www U Arizona Edu Rfleisch Steel Project Nsfinterimreport Final Pdf
App Aws Org Itrends 04 10 It1004 23 Pdf
App Aws Org Itrends 04 10 It1004 23 Pdf
Www Aisc Org Globalassets Aisc Research Library Weld Design For Rectangular Overlapped Hss Connections Tousignant And Packer Pdf
Innershield Welding Guide
2

Tubular Tky

Ut Mis Aws Rev 00 Tky
App Aws Org Itrends 04 10 It1004 23 Pdf
Www Lincolnelectric Com Assets Global Products Consumable Flux Coredwires Self Shielded Innershield Innershieldnr 3mp C Pdf
Www Lincolnelectric Com Assets Global Products Consumable Flux Coredwires Self Shielded Innershield Innershieldnr 3mp C Pdf

Tky Variable Configuration Welds Mpg Youtube

Ut Mis Aws Rev 00 Tky

Aws Welder Qualification Requirments Tyk Joints
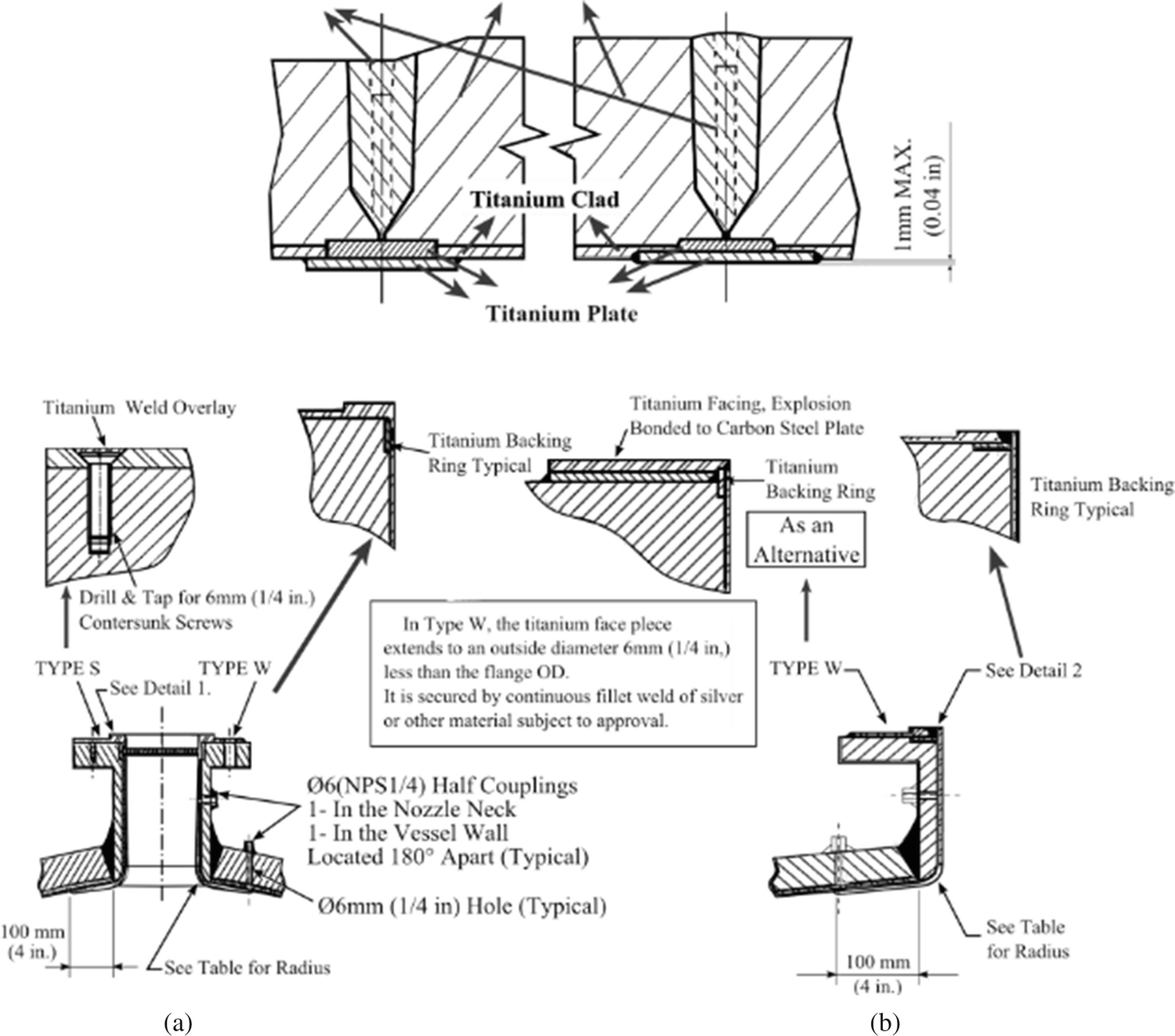
Welding And Heat Treatment Requirements In Shop And Field Springerlink

Tubular Tky

Aws D1 1 D1 1m Structural Welding Code Steel Edition
Www Michigan Gov Documents Mdot Mdot 17 Structural Welding Manual 7 Pdf

Innershield Wire Fcaw S Welding Guide Pdf Free Download
Www Lincolnelectric Com Assets Eu En Le Innershield Brochure Eng Pdf

Q 09 01 06 海洋構造物等でいわれるtyk継手とはどのようなものでその溶接施工の注意点は
2

Ut Mis Aws Rev 00 Tky
Page 2 Scene Welder Welding Welding High Resolution Stock Photography And Images Alamy

How To Place A Vertical Weld Seam Correctly Welding Of Horizontal Seams How To Properly Weld A Horizontal Seam
2

Aws Welder Qualification Requirments Tyk Joints
Rules Dnvgl Com Docs Pdf Dnvgl Os 15 07 Dnvgl Os C401 Pdf
App Aws Org Itrends 04 10 It1004 23 Pdf
2

Aws D1 1 Type Of Qualification Tests Required Welder And Welding Operator Performance Qualification Welders Welding Inspection Community
Amarineblog Files Wordpress Com 19 10 Aws D1 1 Tubular Vs Non Tubular Pdf

Welding Tubular Structure To Module Support Stool
Www Michigan Gov Documents Mdot Mdot 17 Structural Welding Manual 7 Pdf

Aws Welder Qualification Requirments Tyk Joints

Pdf Optimal Trajectory Scheme For Robotic Welding Along Complex Joints Using A Hybrid Multi Objective Genetic Algorithm
Http Www U Arizona Edu Rfleisch Steel Project Nsfinterimreport Final Pdf
Amarineblog Files Wordpress Com 19 10 Aws D1 1 Tubular Vs Non Tubular Pdf
App Aws Org Itrends 04 10 It1004 23 Pdf

Aws D1 1 Type Of Qualification Tests Required Welder And Welding Operator Performance Qualification Welders Welding Inspection Community
Www Onepetro Org Download Conference Paper Isope I 06 345 Id Conference Paper 2fisope I 06 345

Tubular Tky Joint Inspection Pdf Document
What Type Is Miter Joint Welding Engineering Stack Exchange

Etubespro Com Tubes Pipes Enhanced Cutting Wrap Around Templates
2
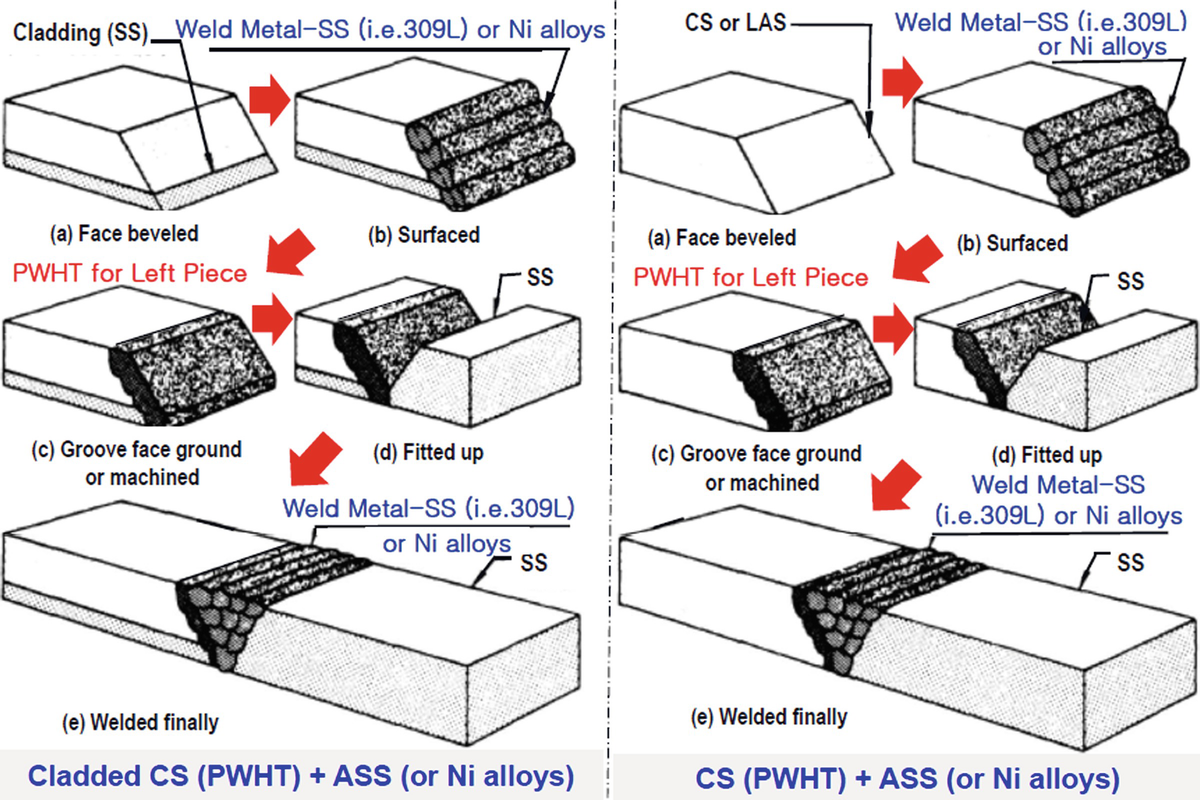
Welding And Heat Treatment Requirements In Shop And Field Springerlink

Aws D1 1 D1 1m Structural Welding Code Steel Edition



